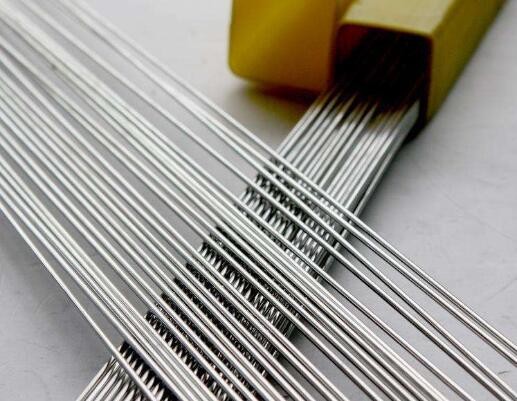
一、镍基焊条简介
镍及镍合金焊条可分为五大类,即工业纯Ni、Ni-Cu、Ni-Cr-Fe、Ni-Mo和Ni-Cr-Mo。每一类可分为一种或多种型号的焊条。这类焊条主要用于接焊镍或高镍合金,有时也可用于异种金属的焊接或堆焊。

二、镍基焊条型号及应用
ENiCrMo-3用于焊接镍铬钼合金,如625,800,801,825和600;
ENiCrFe-2用于奥氏体钢,铁素体钢及高镍合金之间的异种焊接,还可用于9%镍合金的焊接;
ENiCu-7主要用于镍铜合金自身及其与钢之间的异种焊接;
ENiCrFe-7用于690(UNS N06690)镍铬铁合金自身的焊接;
ENiCrlMo-4用于焊接C-276合金及大多数其它镍基合金;

ENiCrColMo-用于焊接镍铬钻钼合金以及各种的高温合金间的异种焊接ERCuN焊接锻造或铸造的70/30,80/20,90/10铜镍合金ENiCrMo-13用于焊接低碳镍铬钼合金;
ENiCrMo-11用于焊接低碳镍铬钼合金纯镍焊条A5.11ENi-1EL-NiTi3≥92--Ti2.5-焊接200、201镍合金以及镀镍钢板;-钢与镍异种材料的焊接;-钢的表面堆焊;
镍铜焊条A5.11ENiCu-7EL-NiCu30Mn 65--lMn≤4.0其余为铜-蒙乃尔400合金自身的焊接;以及蒙乃尔400合金与钢的焊接;-用于钢的表面堆焊;
铜镍焊条A5.6BCuNi S-Culi30Mn≥29--lMn2其余为铜-用于铜镍合金以及特定的青铜材料自身的焊接,以及这些材料和蒙乃尔400合金或Nicke1200之间的焊接;
镍铬焊条A5.11ENiCrFe-2 EL-NiCr15FeNb ≥62 15 1.5Mn2.5Nb1.5。

三、镍基焊材的焊接要点
1、在工艺参数范围内尽量采用小的焊接线能量、短电弧、不摆动或小摆动的操作方法。
2、钨极氩弧焊焊接镍及镍合金使用的氩气纯度不应低于99.99%。打底时熔池前沿保持直径为2~3mm的小孔,焊丝以滴状过渡至熔池。
3、用角向磨光机或不锈钢钢丝刷彻底清理层间及表面,打磨和切割时不得与碳素钢混用,必须使用白刚玉砂轮片。
4、焊条电弧焊填充及盖面时,为了防止焊接飞溅损伤母材,在坡口两测大于lOOmm范围内的母材上涂以自垩粉。
5、管材及配件不得与碳钢混放,要用胶皮或石棉布垫放。
6、交叉作业时,要在管道的污染部位覆盖石棉布。
7、承插焊必须两遍成型。
8、为了防止焊接变形,当壁厚较大时,填平焊接宜选用对称焊接。
9、焊接完毕后,必须及时将焊缝表面的熔渣及周围的飞溅物,防飞溅材料清理干净。
四、镍基焊条的价格与品牌

点击图片查看广材网镍基焊条价格
以上就是关于镍基焊条的型号、应用、焊接要点、价格等相关内容。
希望以上内容对大家有所帮助,想了解更多相关内容,可以关注广材网广材资讯选材百科。